こんにちは。森本英樹です。
マイコンを使ったヒートチェック試験機の設計・製作と試験・評価を実施した事例をご紹介します。ご紹介の前に、実施背景のご説明をいたします。
わたしは、4年前にアルミニウム押出し形材製造メーカーからダイカスト金型メーカーに転職しました。当時そのダイカスト金型メーカーでは中小企業庁の補助金(3年間)を受けて金型の研究開発を実施しておりました。わたしは全くそんなことも知らずに、20年ほど前に工場見学を単身申し込んで見学させてもらったことがあり(当時半溶融加工研究をしており、関係金型の製造をされていた)、素晴らしい会社であるとの想いだけでリクルート申し込みしました。補助金研究における研究員の立場で事業初年度の終わりに入社しました。残り2年の間に研究の主テーマであるCAE解析を用いた研究に対して、初めて使用するCAE解析コード(鋳造解析コード)であったので、不安もありましたがなんとか研究完成まで終わることができました。研究の中で工夫実施したCAE解析内容は、日本法人のユーザーミーティングで発表もしました。
今回、ご紹介するのは、金型研究開発に研究員として参画することになり、どのように進めていくか、どんなことを実施したらよいかなどの課題を検討していく中で、金型寿命に大きな影響を及ぼすヒートチェックについて試験装置を自作してみるという課題を立てました。現在もそうですが、ヒートチェック試験機は市販のものがなく、大手鉄鋼メーカーでも独自に設計製造した特注の試験機で実施しているという状況です。入手できる資料をいろいろ調べ、どのような機構が良いか、加熱方法はどうするか、冷却法方法はどうするか、試験片の準備や評価方法などについて検討しました。入社したばかりであったこと、本当にできるかわからなかったことから、自費で部品を購入し製作、試験まで実施しました。
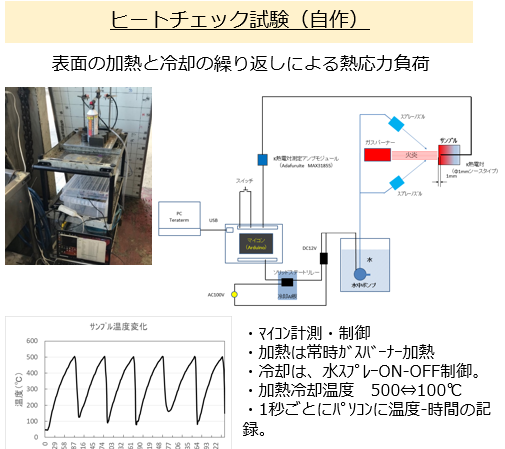
基本的な機構として、可動部位を持たない構造がポイントでした。当初は、加熱ステージと冷却ステージを分けるタイプを設計しましたが、ヒートチェック試験は、加熱と冷却を数千回~数万回繰り返すものであり、可動では時間ロスが予想されました。また駆動機構などの設置によるコスト上昇、可動不具合や故障リスクなどから、稼働しないタイプの試験機構としました。そうなると制御も、加熱と冷却だけの制御になり、より簡単になります。また制御方法として、数千円で購入できるマイコンを利用した計測制御方法としました。加熱冷却サイクルの制御は、試験片に設置した熱電対温度計が高温(500℃)と低温(100℃)になると、冷却水をON-OFF制御するという簡単な制御方式としました。これにより構想から2カ月、数万円程度でヒートチェック試験機を制作し実験評価をしました。
入社半年後の9月に開催されたプロジェクト中間報告会では、中部通産局技術委員から高く評価されたことを覚えております。また別に、研究の要の一つである破壊現象の原因追及(FEM解析)までできておりましたので、研究プロジェクト名に沿った流れをつくることが出来ました。その他の解析工夫事例を別に紹介していきたいと思います。
この2年間の取り組みは、型技術協会の金型品質評価研究委員会から発表依頼を受け、2024年の3月に研究会内部での発表をしました。さらに国補研究を終えてから、とやま中小企業研究開発事業を受け、ヒートチェックによる金型寿命評価研究を続け、計測センシングとCAE解析技術の融合による金型寿命予測システムの構築を行いました。本研究で用いた手法である、金型にかかる負荷の計測とCAE解析技術の融合は金型予知保全の有効な技術となりうると考えています。
この金型寿命予知保全技術は、現在、鍛造金型メーカーであるヤマナカゴーキン様がコンセプトとして打ち出されて研究開発事業として進めておられます。他には岐阜大学様で金型研究センターで企業共同研究で推進されてます。本研究に興味をもっていただける企業様と共同で研究を進めていけたらと希望してます。
マイコンを使った計測制御試験機の紹介から外れてしまいました。近年、計測制御機器も高機能、安価になり、非常に使いやすくなっております。(昨年実施した別研究では、キーエンス様の動ひずみ計を使用しましたが、計測技術の進歩に驚きました)。以上のように、比較的安価なマイコンや計測機器を購入し、社内でシステムを構築することは有用であると思います。
よろしくお願い申し上げます。

コメント